Pressestøping er en av de mest effektive og kostnadseffektive metallproduksjonsprosessene som er tilgjengelige i dag. Kort sagt: hvis du trenger store volumer med presise, komplekse metalldeler, er formstøping sannsynligvis det beste alternativet . Den leverer stramme dimensjonstoleranser, utmerket overflatefinish og raske syklustider som få andre prosesser kan matche. Denne veiledningen dekker alt du trenger å vite - fra hvordan prosessen fungerer til dens begrensninger, metoder og virkelige applikasjoner.

Pressestøping er en metallstøpeprosess der smeltet metall presses under høyt trykk inn i en gjenbrukbar stålform (kalt en "dyse"). Når metallet stivner, åpnes dysen og den ferdige delen kastes ut. Formen kan deretter brukes igjen - typisk i titusener til hundretusener av sykluser.
De mest brukte metallene i formstøping inkluderer aluminium, sink, magnesium og kobberlegeringer . Aluminium er den desidert mest populære på grunn av dets utmerkede styrke-til-vekt-forhold, korrosjonsmotstand og varmeledningsevne.
I motsetning til sandstøping, som bruker forbruksformer, bruker pressstøping permanent stålverktøy. Dette gjør den ideell for høyvolumproduksjon der konsistens og repeterbarhet er avgjørende.

Støpesyklusen følger en konsistent sekvens:
Syklustider varierer etter delstørrelse og kompleksitet, men varierer vanligvis fra noen sekunder til noen minutter . En godt optimalisert aluminiumsstøpecelle kan produsere hundrevis av deler i timen.

De to primære formstøpemetodene er forskjellige i hvordan smeltet metall introduseres i formen:
Ved trykkstøping med varmt kammer er injeksjonsmekanismen nedsenket direkte i det smeltede metallet. Denne metoden tilbyr raskere syklustider og er best egnet for metaller med lavt smeltepunkt som sink, tinn og blylegeringer. Den er ikke egnet for aluminium, da aluminium vil erodere de nedsenkede komponentene.
Ved trykkstøping med kaldt kammer øses smeltet metall inn i et separat skuddkammer før hver injeksjon. Denne tilnærmingen brukes til aluminium, magnesium og kobberlegeringer — metaller med høyere smeltepunkter som vil skade et varmekammersystem. Selv om det er litt tregere enn varmt kammer, muliggjør støping med kaldkammer produksjon av sterkere, mer holdbare deler.
| Funksjon | Hot Chamber | Cold Chamber |
|---|---|---|
| Egnede metaller | Sink, tinn, bly | Aluminium, magnesium, kobber |
| Syklushastighet | Raskere | Litt tregere |
| Injeksjonstrykk | Lavere | Høyere |
| Del Styrke | Moderat | Høyere |
| Typiske applikasjoner | Små forbrukerdeler | Bilindustri, industri |

Pressestøping oppnår konsekvent toleranser på ±0,1 mm eller tettere , og eliminerer ofte behovet for sekundær maskinering. Dette nivået av repeterbarhet over tusenvis av deler er vanskelig å matche med andre støpemetoder.
Når verktøyet er på plass, kan støpemaskiner operere døgnet rundt, og produsere deler i sykluser så korte som 15–20 sekunder for små aluminiumskomponenter. Denne gjennomstrømningen gjør den til en av de raskeste metodene for produksjon av høyvolum av metalldeler.
Pressstøping støtter intrikate interne funksjoner, tynne vegger (så tynne som 0,5 mm i enkelte aluminiumsapplikasjoner), underskjæringer og komponenter i nesten nettform som ville være kostbare eller umulige med maskinering alene.
Mens de første verktøykostnadene er betydelige, faller kostnadene per del dramatisk i skala. For produksjonskjøringer i titusenvis eller mer, er formstøping vanligvis langt mer økonomisk enn CNC-maskinering eller andre prosesser.

Pressestøping er ikke uten avveininger. Å forstå begrensningene hjelper til med å avgjøre om det er den riktige prosessen for prosjektet ditt.
En enkelt støpeform av aluminium kan koste alt fra $10.000 til over $100.000 , avhengig av kompleksitet. Dette gjør støping til et dårlig valg for prototyper eller svært lave produksjonsvolumer.
Pressestøping er begrenset til ikke-jernholdige metaller. Stål og jern kan ikke støpes fordi deres høye smeltepunkt vil ødelegge ståldysene. Hvis prosjektet ditt krever jernholdig metall, må alternative prosesser som investeringsstøping eller sandstøping vurderes.
Luft kan bli fanget i dysehulrommet under injeksjon, og skape indre porøsitet. Dette kan kompromittere mekanisk styrke og gjøre delen uegnet for trykktette applikasjoner med mindre den kontrolleres via vakuumassistert trykkstøping eller andre teknikker.
De fleste støpemaskiner er egnet for deler opp til ca 25 kg . Svært store komponenter er bedre tjent med sandstøping eller andre gravitasjonsbaserte prosesser.
Stålformene slites over tid, spesielt med høytemperaturlegeringer. Riktige vedlikeholdsplaner er avgjørende for å bevare dimensjonsnøyaktigheten og forlenge matrisens levetid - vanligvis 100 000 til 500 000 skudd avhengig av materialer og prosessparametere.

Ningbo Jieda Molding & Machine Co., Ltd. tilbyr et omfattende utvalg av støpeprosesser som passer til ulike delgeometrier, materialer og volumkrav, som produsent av støpeform i Kina og fabrikk for tilpasset støpestøpeform.
Den vanligste formstøpemetoden. Smeltet metall injiseres ved trykk opp til 25 000 psi , som produserer tette, presise deler med utmerket overflatefinish. Jieda driver Hong Kong Lijin-maskiner fra 200T til 1600T klemkraft for å imøtekomme et bredt spekter av delstørrelser.
Metall skyves oppover i dysen ved hjelp av lavt trykk (vanligvis 0,7–1,0 bar ), noe som gir bedre kontroll over metallstrømmen og redusert turbulens. Denne metoden er spesielt egnet for strukturelle deler som krever høyere mekaniske egenskaper og lavere porøsitet.
Et økonomisk valg for lavvolumsproduksjon eller store, komplekse geometrier der permanent verktøy ikke er kostnadsbegrunnet. Sandformer lages etter et mønster og kastes etter hver påfylling, noe som gjør denne metoden svært fleksibel.
Et voksmønster er belagt med keramisk skallmateriale, deretter smeltet bort for å etterlate et nøyaktig hulrom. Investeringsstøping produserer deler med eksepsjonell overflatedetaljer og nøyaktighet - ofte brukt til luftfartskomponenter, medisinsk utstyr og intrikate industrielle deler.
Smeltet metall helles i en permanent metallform ved hjelp av tyngdekraften i stedet for trykk. Dette resulterer i lavere porøsitet enn høytrykkspressstøping og er godt egnet for middels volumproduksjon av tettere, strukturelt krevende deler.

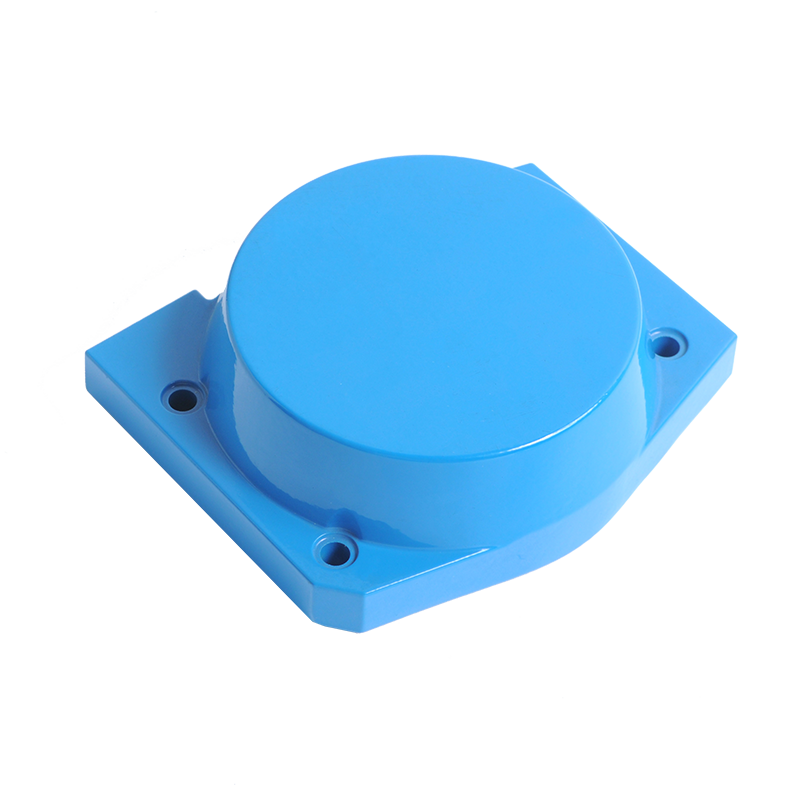
Råstøpte deler krever ofte overflatebehandling eller sekundær bearbeiding før de er klare til bruk. Vanlige etterbehandlingsoperasjoner inkluderer:
Jieda tilbyr full-service overflatebehandling og etterbehandling ved siden av støpeoperasjonene, og leverer ferdige komponenter til kunder på tvers av bil-, motor-, pneumatisk, kommunikasjons- og ny energisektor.
Pressstøping brukes i praktisk talt alle større industrier som krever høyvolumsmetallkomponenter. Sentrale bruksområder inkluderer:
| Industri | Typiske støpte deler | Vanlig materiale |
|---|---|---|
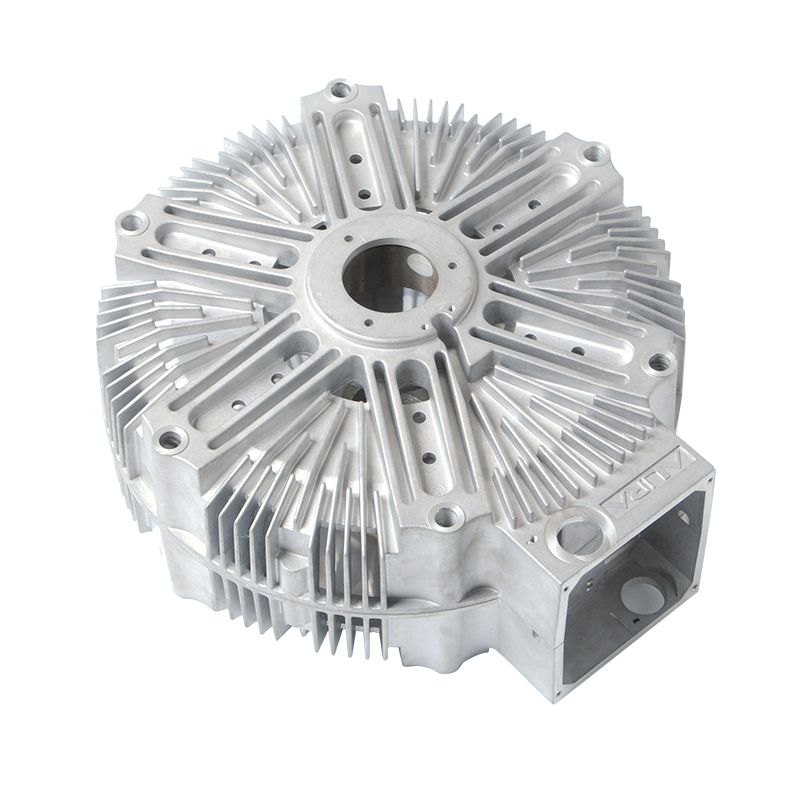
| Automotive | Motorhus, girkasse, braketter | Aluminium, magnesium |
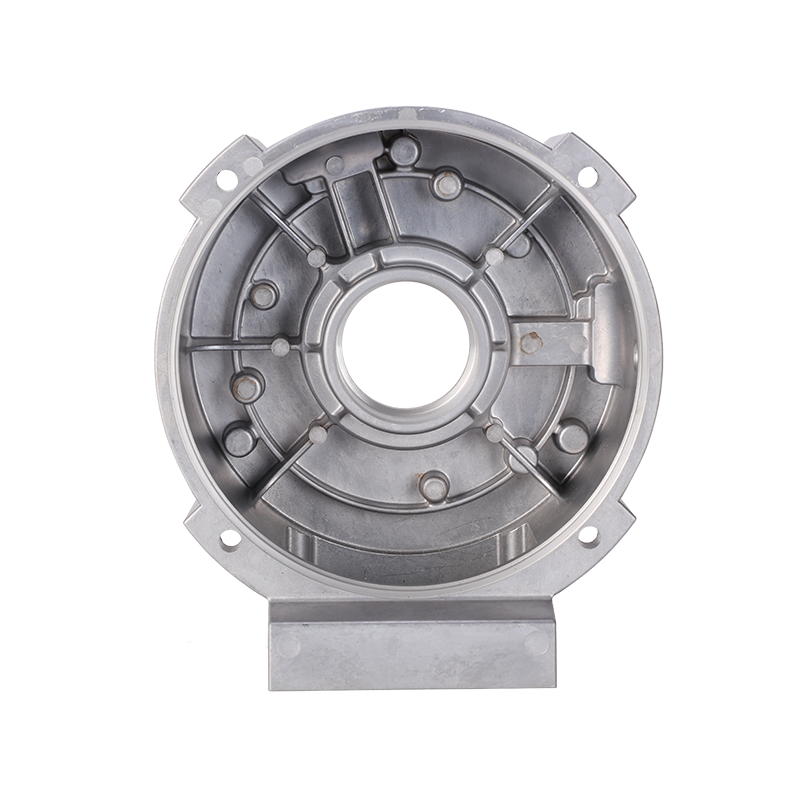
| Elektriske motorer | Endeskjold, hus, rotorrammer | Aluminium |
| Pneumatikk | Ventilhus, sylinderhus | Aluminium, Zinc |
| Telekommunikasjon | Kapslinger, kjøleribber, antennekomponenter | Aluminium, Zinc |
| Ny energi / solcelle | Inverterhus, monteringsrammer | Aluminium |
| Belysning | LED-hus, lampehus, kjøleribber | Aluminium |
| Girkasser / reduksjonsgir | Reduksjonshus, girkasser | Aluminium |

Grunnlagt i 1987, Ningbo Jieda Molding & Machine Co., Ltd. er en nasjonal høyteknologisk bedrift med base i Beilun, Ningbo - en by som er anerkjent som "hjembyen til støpeformer i Kina." Med over 35 års erfaring bringer Jieda en kombinasjon av dyp teknisk ekspertise og velprøvd produksjonsskala til hvert prosjekt.
Nøkkelfunksjoner og legitimasjon inkluderer:
Jiedas beliggenhet i Beilun gir også direkte logistiske fordeler — ved siden av Beilun havn og Hangzhou-Ningbo Expressway – som muliggjør rask og pålitelig internasjonal frakt til globale kunder.
Pressestøping er det riktige valget når prosjektet ditt oppfyller disse kriteriene:
Hvis volumene dine er lave, delen er veldig stor, eller du trenger jernholdig materiale, kan alternative støpemetoder som sandstøping eller investeringsstøping være mer hensiktsmessige. Jiedas ingeniørteam kan evaluere dine spesifikke krav og anbefale den mest passende prosessen - enten det er høytrykkspressstøping, lavtrykkspressstøping, gravitasjonsstøping eller en helt annen metode.
Kontakt Jieda i dag for å diskutere prosjektet ditt og motta en skreddersydd løsning støttet av over tre tiår med presisjonsstøpingsekspertise.
Er du klar til SAMARBEIDE Med Jieda?
* E -posten din er trygg med oss, vi spam ikke.
Produkter
Kontaktinformasjon
nbjd011@126.com
+86-574-86115705
Nr. 58 Mold Road, Daqi Technology Industrial Zone, Beilun District, Ningbo