Hovedtyper av Støpeformer
1. Single-Cavity Molds: Disse formene har bare ett hellehulrom, egnet for enkelt- eller liten-batch produksjon.
Relativt enkel struktur, lave produksjonskostnader og enkel å endre og vedlikeholde.
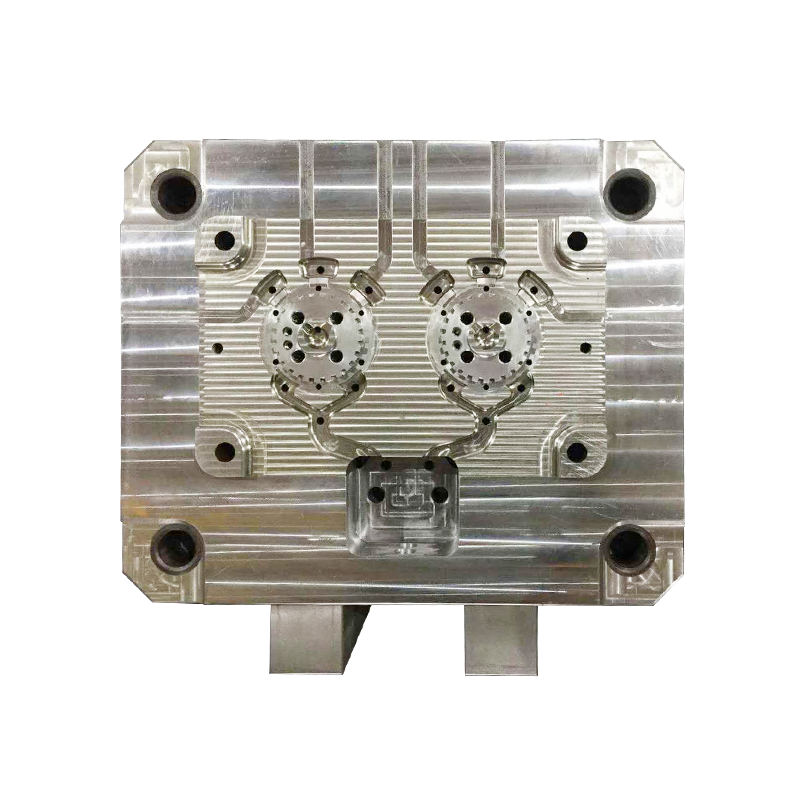
2. Multi-Cavity Molds: Disse formene har flere identiske eller forskjellige hulrom i samme form, noe som muliggjør produksjon av flere støpegods samtidig.
Forbedrer produksjonseffektiviteten og reduserer enhetskostnadene; ofte brukt til masseproduksjon av bildeler, elektroniske kabinetter, etc.
3. Hot Runner Molds vs Cold Runner Molds:
Varme løpeformer opprettholder temperaturen på det smeltede metallet i porten og løperne, reduserer metallkjøletap og forbedrer materialutnyttelsen.
Kalde løpeformer bruker løpere for omgivelsestemperatur, noe som resulterer i en mer robust struktur, egnet for produksjon av høytrykks, tykkveggede støpegods.
4. Delte (todelte, tredelte) støpeformer: Avhengig av geometrien til støpe- og avstøpingskravene, er støpeformen delt i to eller tre halvdeler for å lette dannelsen av komplekse indre strukturer og jevn avforming.
Ofte brukt i forbindelse med bevegelige deler som bevegelige kjerner og glidere, muliggjør det maskinering av hule eller innvendig rillede deler.
Hvordan lages en støpeform?
Produksjonsprosess for støpeform:
1. Konseptuell design og numerisk simulering: 3D-modellering utføres ved bruk av CAD (som PRO/E) for å bestemme nøkkelgeometriske parametere som hulrom, port og kjølesystem.
CAE (strømningsanalyse, termisk analyse) brukes til å forutsi metallfyllingsadferd, optimalisere portoppsettet og kjølekretsen, og sikre støpekvalitet.
2. Materialvalg og varmebehandling: Høyhardhet, høytemperaturbestandig verktøystål er valgt som støpegrunnmateriale for å motstå høytrykksinjeksjon og termisk sjokk.
Normaliserende, bråkjølende og tempererende varmebehandlinger utføres for å oppnå en formhardhet på HRC 50-55, noe som forbedrer slitestyrken og levetiden.
3. Presisjonsbearbeiding: CNC-bearbeidingssentre, CNC EDM og trådskjæringsutstyr brukes til grovbearbeiding, etterbehandling og mikrobearbeiding av formen.
Nøkkelkomponenter (som porter, kjølehull og bevegelige kjerner) gjennomgår høypresisjonsmaskinering, med toleranser kontrollert innenfor ±0,05 mm for å sikre jevn metallflyt.
4. Montering, inspeksjon og prøvestøping: De maskinerte komponentene er nøyaktig montert, og kjølerør, føringssystemer og utkastingsmekanismer er installert.
Dimensjonsnøyaktighet verifiseres ved hjelp av en koordinatmålemaskin og optisk inspeksjon. Prøvestøping utføres deretter for å kontrollere helleintegritet, kjøleensartethet og glatthet i formen, med finjusteringer som er nødvendig.
Er du klar til SAMARBEIDE Med Jieda?
* E -posten din er trygg med oss, vi spam ikke.
Produkter
Kontaktinformasjon
nbjd011@126.com
+86-574-86115705
Nr. 58 Mold Road, Daqi Technology Industrial Zone, Beilun District, Ningbo