1. Formpreparering og montering
De forhåndsbearbeidede øvre og nedre formhalvdelene er montert på bildestøping av bildeler maskinens trykkplate, som sikrer en tett passform og låsing på plass.
For å forhindre at metall fester seg, sprayes ofte et ildfast belegg på formhulens overflate eller overflaten børstes ren.
2. Smeltet metall oppvarming og injeksjon
Aluminium- eller magnesiumlegeringen varmes opp til en passende smeltetemperatur (omtrent 600–700 °C) i en ovn, og injiseres deretter inn i formhulen ved høy hastighet og jevnt ved bruk av et høytrykksinjeksjonssystem.
Høytrykksinjeksjon kan fylle komplekse hulrom på svært kort tid, noe som sikrer jevn veggtykkelse.
3. Rask avkjøling og størkning
Etter å ha kommet inn i formhulen, avkjøles metallet umiddelbart raskt av formens kjølesystem (vanligvis vann- eller oljekjøling), og danner en tett krystallinsk struktur.
Rask størkning er et nøkkeltrinn for å oppnå fin veggtykkelse og høy dimensjonsnøyaktighet.
4. Formåpning og fjerning av deler
Etter at metallet har stivnet fullstendig, åpnes formen og den varme delen kastes ut ved hjelp av en ejektoranordning.
Etter fjerning utføres nødvendig avgrading, rengjøring og overflatebehandling for å møte etterfølgende monteringskrav.
Hvordan forbedrer støping styrken og holdbarheten til bildeler? Mekanismer for støping for å forbedre styrke og holdbarhet
1. Finkornstruktur
Høytrykksinjeksjon og rask avkjøling gjør at legeringen danner fine og jevne korn under størkning. Fine korn forbedrer materialets flytestyrke og utmattelsestid betydelig.
2. Utmerket overflatefinish og dimensjonsnøyaktighet
Pressstøping gir nesten nettformet støpegods med lav overflateruhet og små dimensjonsfeil, noe som reduserer spenningskonsentrasjonen under påfølgende maskinering og montering, og forbedrer dermed den generelle holdbarheten.
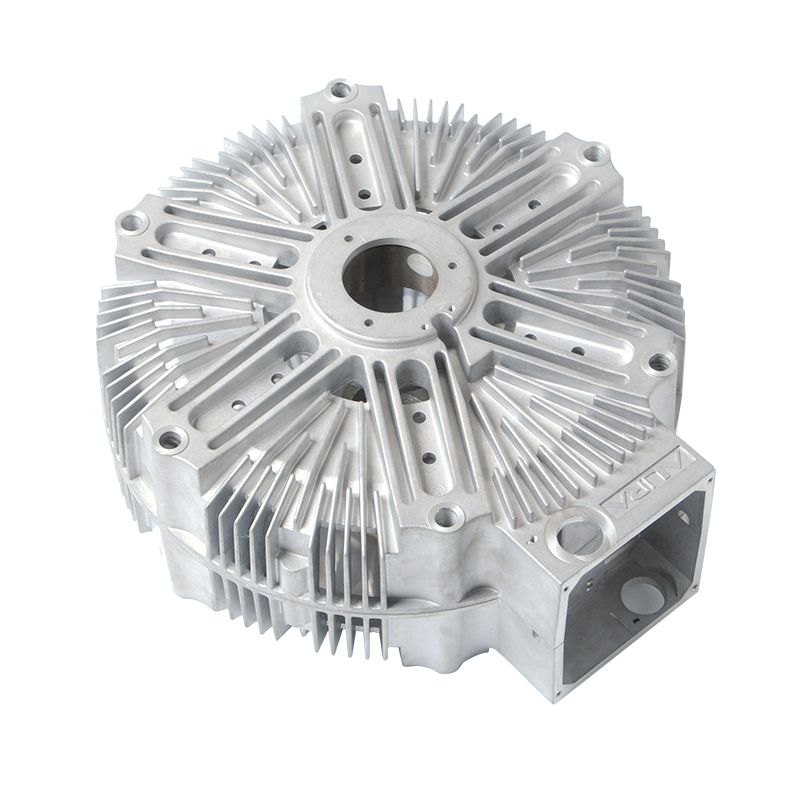
3. Rasjonelt ribbe- og forsterkende ribbeoppsett
I løpet av formdesignstadiet oppnår optimalisering av ribbeformer (som sekskanter og trapeser) jevn spenningsfordeling, og unngår lokalisert spenningskonsentrasjon som kan føre til sprekker eller deformasjon. God strukturell design forbedrer direkte delens slagfasthet og tretthetsmotstand.
4. Kontrollere porøsitet og defekter
Gjennom presise prosessparametere (injeksjonshastighet, holdetid, kjølehastighet) og et gassventileringssystem, minimeres interne defekter som porøsitet og krympehulrom for å sikre tettheten og påliteligheten til støpegodset.
Er du klar til SAMARBEIDE Med Jieda?
* E -posten din er trygg med oss, vi spam ikke.
Produkter
Kontaktinformasjon
nbjd011@126.com
+86-574-86115705
Nr. 58 Mold Road, Daqi Technology Industrial Zone, Beilun District, Ningbo