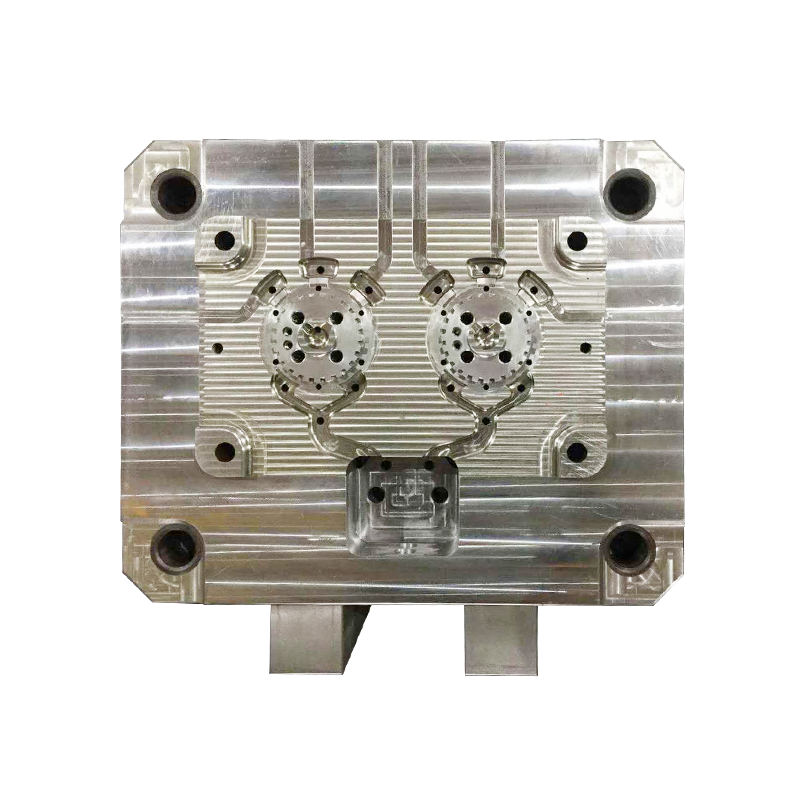
Produksjon støpeform er en presis og kompleks prosess. Enkelt sagt innebærer det å lage en "metallform" som gjentatte ganger kan fylles med smeltet metall for å produsere metalldeler.
Før arbeidet påbegynnes, må formens utseende være klart definert. Designere vil planlegge støpedelen av formen basert på sluttproduktets form.
Valg av skillelinje: Bestemmer hvor formen skal "åpnes" for å muliggjøre enkel fjerning av delen.
Løpersystemdesign: Utforme banen for det smeltede metallet for å komme inn i formen, som å bygge en vei for det smeltede metallet, og sikre at den fyller hvert hjørne raskt og jevnt.
Utstøtingssystem: Utformer utkasterstifter for å sikre at delen blir jevnt utkastet etter avkjøling.
I hele designprosessen er muggflytanalyse et avgjørende trinn. Det er som å gjennomføre en "virtuell øving" på en datamaskin før den faktiske produksjonen starter, for å se hvordan det smeltede metallet flyter i formen.
Muggflytanalyse (datasimulering)
Før de avslutter designen, vil teknikere importere 3D-modellen av støpeformen til spesialisert analyseprogramvare for simulering.
Simulering av fyllingsprosessen: Dette observerer om det smeltede metallet flyter jevnt inn i formen eller setter seg fast i visse hjørner, eller hvor det oppstår turbulens. Dette hjelper oss med å identifisere på forhånd om delen vil ha defekter som ufullstendig fylling eller tomrom.
Forutsi porøsitetsplassering: Når det smeltede metallet strømmer, skyver det luften ut av formen. Gjennom analyse kan vi forutsi hvor luften vil bli presset til, slik at vi kan lage ventiler nøyaktig på disse stedene for å forhindre irriterende små bobler inne i delen.
Optimalisering av temperaturbalanse: Denne analyserer hvilke områder av formen som blir spesielt varme og hvilke områder som er for kalde under kontinuerlig drift. Basert på disse resultatene kan vi omorganisere kjølevannsrørene for å sikre jevn oppvarming av hele støpeformen, og forhindre krymping og deformasjon av delen etter avkjøling.
Gjennom dette trinnet kan vi rette opp potensielle problemer før vi sløser med stål eller smeltet metall, og sparer oss bryet med gjentatte støpemodifikasjoner senere.
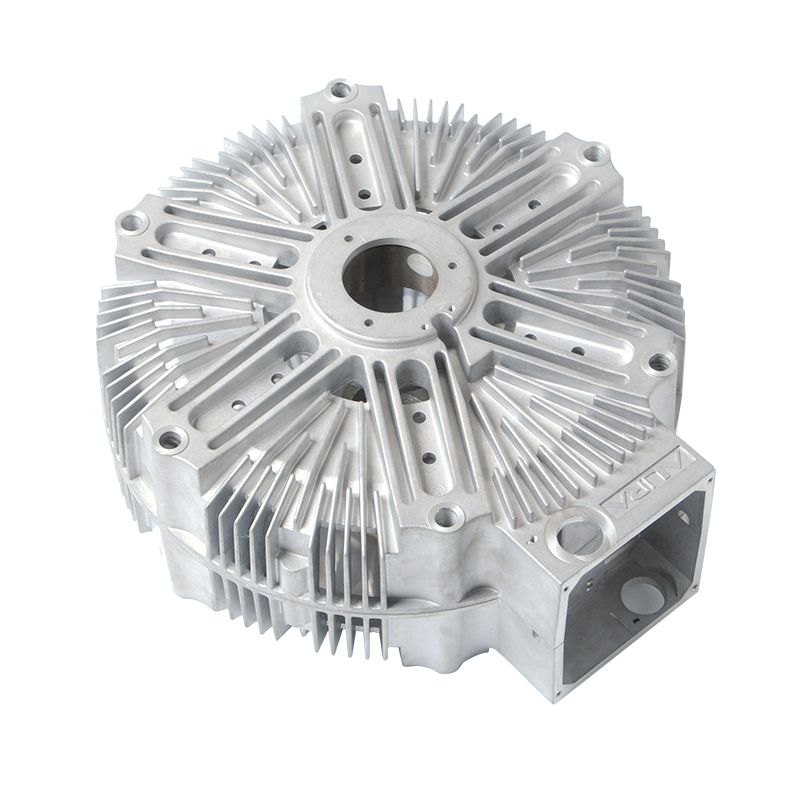
Fordi støpeformer må tåle høytemperatur smeltet metall (som aluminiumslegeringer og sinklegeringer), må det brukes spesielt varmebestandig og trykkbestandig stål.
Materialvalg: Vanligvis velges høyfast formstål.
Grov bearbeiding: Bruke store verktøymaskiner for å kutte stålblokken i blokker nær den endelige formen, fjerne mesteparten av overflødig materiale og gi rom for påfølgende presisjonsmaskinering.
Stålet etter grovbearbeiding er ennå ikke hardt nok.
Gjennom en prosess med høytemperaturoppvarming og rask avkjøling endres stålets indre struktur, noe som gjør det svært hardt og slitesterkt, slik at det ikke vil deformeres under tusenvis av påfølgende støpesykluser.
Dette er nøkkeltrinnet for å bestemme formens presisjon.
Presisjonsfresing: Bruk av mer presise maskinverktøy for å finskjære formoverflaten.
Electrical Discharge Machining (EDM): For dype hull, rette vinkler eller komplekse små mønstre som ikke kan nås med skjæreverktøy, behandles stålet til den forhåndsbestemte formen ved hjelp av elektrodeutladning, som "etsing". Dette er en uunnværlig metode for å produsere komplekse deler.
Jo jevnere den indre veggen av formen er, desto bedre overflatefinish på de resulterende delene.
Arbeidere bruker slipemidler eller poleringsverktøy for å polere bort verktøymerkene etter manuell eller mekanisk bearbeiding til formoverflaten er lys som et speil. Dette bidrar også til at delene lettere kan fjernes under produksjonen.
Sett sammen alle de bearbeidede delene, inkludert formkjernen, formbasen, styrepinner, ejektorpinner og kjølevannsrør.
Inspeksjon av formlukking: Sjekk om den øvre og nedre formhalvdelen er perfekt på linje.
Vannkretstest: Sørg for at vannrørene som brukes til kjøling inne i formen er uhindret og at det ikke er lekkasjer.
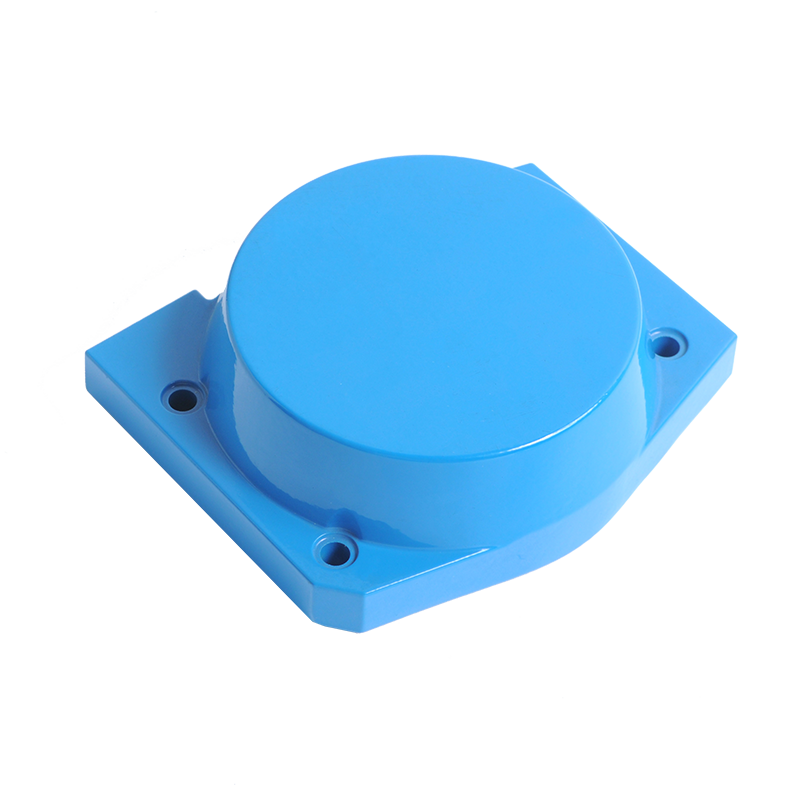
Å fullføre formen betyr ikke at oppgaven er fullført; den må testes ved faktisk å trykke ut flere deler på maskinen.
Prøveinspeksjon: Sjekk delene for luftbobler, ufullstendig fylling eller dimensjonsavvik.
Finjustering: Basert på testprøvene, gå tilbake til formen for siste justeringer og optimalisering til de produserte delene er fullstendig kvalifisert.
Er du klar til SAMARBEIDE Med Jieda?
* E -posten din er trygg med oss, vi spam ikke.
Produkter
Kontaktinformasjon
nbjd011@126.com
+86-574-86115705
Nr. 58 Mold Road, Daqi Technology Industrial Zone, Beilun District, Ningbo